模具設計中塑料制件的縮水設置 原理、計算與實踐指南
在注塑模具設計中,對塑料制件進行準確的縮水設置是確保最終產品尺寸符合設計要求的關鍵環節。塑料從熔融狀態冷卻固化時,會發生體積收縮,如果模具型腔尺寸不預先放大,成品就會比設計尺寸小。因此,科學地進行縮水設置至關重要。
一、 理解塑料縮水的本質
塑料的縮水(又稱收縮率)主要源于兩個階段的熱量變化:一是從加工溫度冷卻到熱變形溫度時的熱收縮,二是從熱變形溫度降至室溫時的相變與熱收縮。不同塑料材料(如ABS、PP、PC、PA等)因其分子結構、結晶度、添加劑的不同,收縮特性差異顯著。
二、 縮水率的計算與確定
1. 獲取材料縮水率數據:從塑料材料供應商處獲取該材料在特定工藝條件下的推薦縮水率范圍(通常以百分比表示,如PP的縮水率約為1.5%~2.5%)。
2. 考慮影響因素:實際縮水率受制件壁厚、澆口位置與類型、冷卻系統設計、保壓壓力與時間、熔體溫度等多重因素影響。厚壁部位通常縮水更大,流動方向與垂直方向的縮水也可能不同(各向異性)。
3. 模具尺寸計算:模具型腔的基本尺寸計算公式為:
模具尺寸 = 產品設計尺寸 × (1 + 縮水率)
例如,一個設計長度為100mm的PP制件,取平均縮水率2.0%,則模具型腔長度應加工為102mm。
三、 模具設計中的縮水設置實踐
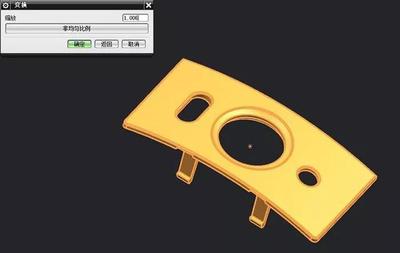
- 統一縮放與單獨縮放:對于形狀簡單、壁厚均勻的制件,通常對3D模型進行整體均勻縮放。對于復雜件(如壁厚差異大、有加強筋、BOSS柱等),則需對局部特征進行非均勻縮放或分段設置不同縮水率,或在設計階段預留加工修正余量。
- 利用模具設計軟件:現代CAD軟件(如UG/NX, Creo, CATIA)都提供了強大的縮放功能。設計師可將產品3D模型按指定縮水率縮放后,再以此為基礎進行分型、抽芯、冷卻等結構設計。務必確保縮放中心正確,通常以模具坐標系原點或產品幾何中心為基準。
- 原型測試與修正:對于高精度要求的制件,尤其是新材料或新結構,建議先制作簡易模具或使用3D打印原型進行試模。通過測量實際樣品的尺寸,反向修正縮水率,進行模具調整,這是最可靠的方法。
- 工藝補償:有時,通過優化注塑工藝(如提高保壓壓力、延長冷卻時間)可以在一定程度上調整最終縮水量,但根本仍在于模具尺寸的精準預設。
四、 常見問題與注意事項
- 避免過度依賴經驗值:不同批次、牌號的塑料,其縮水率可能有波動,應優先依據材料商的最新數據。
- 考慮后收縮:某些材料(如POM、PA)在脫模后一段時間內仍會緩慢收縮,設計時需預留余量。
- 與客戶充分溝通:明確產品圖紙的尺寸是標注在常溫下的成品尺寸,還是未縮水的模具尺寸,避免誤解。
- 記錄與積累:建立企業內部的縮水率數據庫,記錄每次項目材料、產品結構、工藝參數與實測尺寸,為未來設計提供寶貴參考。
塑料制件的縮水設置是融合材料科學、模具設計與注塑工藝的系統工程。通過嚴謹的數據分析、合理的軟件應用以及必要的試模驗證,設計師才能有效地駕馭縮水,生產出尺寸精準、質量穩定的塑料產品。
如若轉載,請注明出處:http://www.b47hr9.cn/product/298.html
更新時間:2026-02-24 02:49:32